How to ensure efficient supply chain management? Many suppliers, manufacturers, and retailers are continuously looking for the answer to this question. In the middle of shifting supply chain conditions, changing working environments, volatile markets, and ever-changing demand, companies wonder how they can ensure a stable supply chain to satisfy customers.
Over the last decade, AI has expanded into all parts of the supply chain. Use cases of machine learning in the supply chain are numerous, including procurement, manufacturing, inventory management, warehousing, logistics, and customer service. Let’s take a look at how AI can benefit your business when it comes to supply chain management.
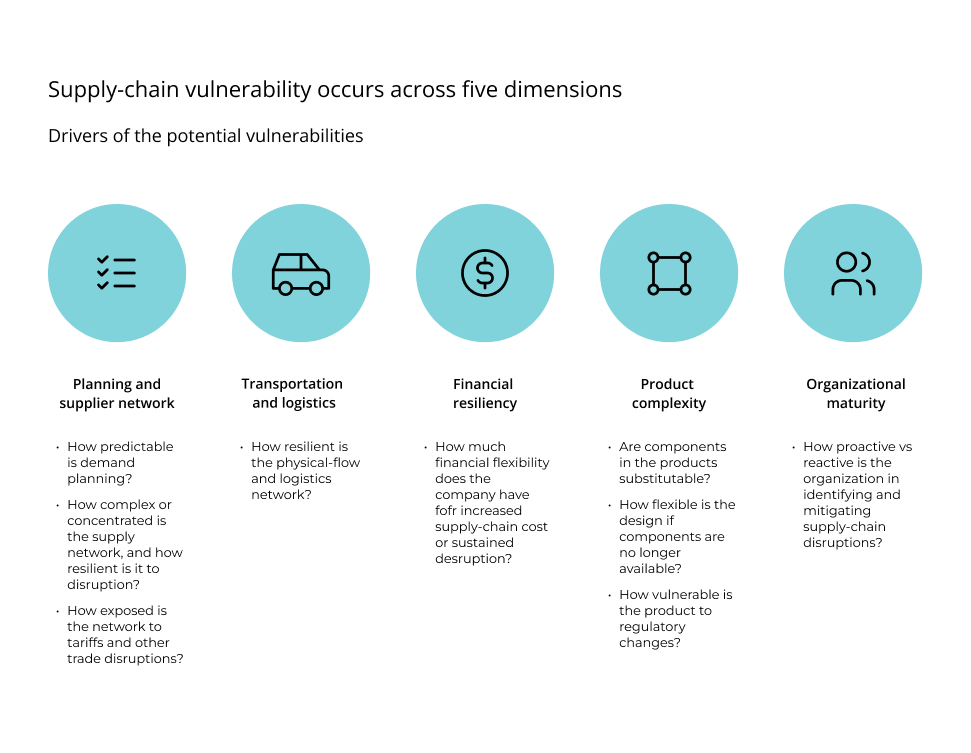
Key Challenges In The Supply Chain Management
One of the goals of supply chain management is to make it more resilient to disruptions, and machine learning can do just that. As in many areas of the market nowadays, the supply chain market is challenged with uncertainty and fragility. Not only are the customer expectations going up by the day, but businesses are now facing new unique challenges, like logistics complications, remote workers, supply shortages, global economic crisis, etc., not to mention the disruption caused by the 2020 pandemic causing many businesses to shut down. Machine learning use cases in the supply chain can hive decision-makers ideas on how to start solving these complex challenges.
Recently, the market has seen the transformation of traditional supply chains into digital ones. The pandemic has forced many to move their operations online, including all steps of the supply chain. Seen as a challenge for some, in reality, it is a great chance to transform traditional supply chains into scalable, intelligent digital supply networks.
Looking for a development team?
Send us details of your project and we will get back with a time and price estimation
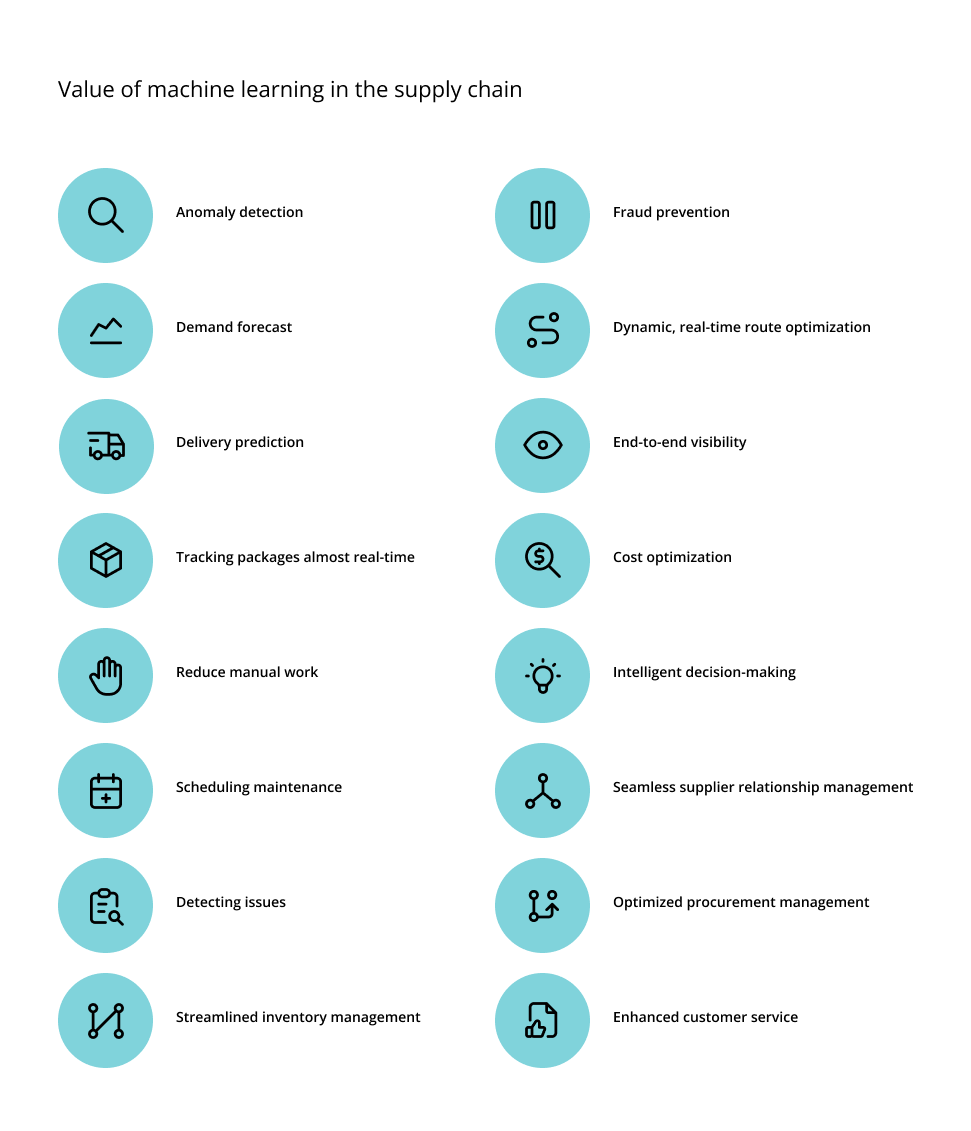
Benefits Of Machine Learning In The Supply Chain
Machine learning has already been of great help in many areas of business, from marketing to surveillance. Learning about machine learning use cases in the supply chain can help retailers, suppliers and distributors are at the forefront of change and keep their businesses up to date and competitive in the changing market. Like in most businesses, machine learning brings unprecedented benefits to supply chain operations: automated expense optimization, risk mitigation, sales forecasting, better customer service, smart monitoring systems, and many more. One of the most significant benefits of machine learning in the supply chain is the ability to receive insights and forecasts into how the supply chain performance can be improved and the detection of anomalies. Take a look at some of the advantages machine learning can bring to the supply chain.
Machine Learning Use Cases In The Supply Chain
Artificial intelligence and machine learning application in supply chain management and changing the ways retailers and suppliers operate. Machine learning networks use data, like images, video or audio recordings, text, etc. to train and acquire knowledge, which allows them to adjust to new conditions without being reprogrammed. This way a machine learning model can teach itself constantly during its operation, improving itself and its accuracy as it goes. Machine learning in the supply chain is becoming more widespread: Gartner reports that by 2023, intelligent algorithms and AI techniques will be an embedded or augmented component across 25% of all supply chain technology solutions.
In this article, we present 9 machine learning use cases in the supply chain. Let’s take a look at them.
#1 Inventory Management
It costs a lot of money to store and maintain inventory. Supply chain professionals should pay close attention to planning inventory as it directly impacts the company’s profits. Inventory management is easily automated and improved with machine learning, it can help solve problems of over or understocking, inventory misplacement, loss, and inventory tracking.
Computer vision is a subset of machine learning which processes visual data, detects and classifies objects, anomalies, etc. Coupled with on-premises security cameras, computer vision can become a powerful tool to improve inventory management. It is used extensively in a number of ways, from detecting visual damages on the package to counting and classifying items that arrive.
One of the applications of computer vision in inventory management is scanning a QR code on the packages or products to get information about them: what the package or product is when it has been produced and shipped, etc. Such a system works by connecting to a camera installed in an area of a warehouse where packages arrive and are clearly seen. The system then looks for QR codes placed on the package, scans them, and sends relevant information into a database and to warehouse managers.

Another way computer vision can help manage inventory is by detecting storage shelves, counting and detecting the products, and automatically building a real-time picture of your inventory.
#2 Warehouse Management
When it comes to warehouse management, machine learning can help automate manual work, reduce paperwork, perform predictive maintenance, and more. One of the most useful use cases of machine learning for warehouse management is the use of computer vision in conveyor belt monitoring. A machine learning model analyses conveyor belts through a video camera in real-time and detects malfunctions and blocks.
One of our clients, a beverage bottling company, struggled with their conveyor belt blocking, halting the entire process, as well as faulty products due to equipment malfunctions. They approached Businessware Technologies specialists to build a machine learning-based conveyor belt monitoring system capable of detecting and, more importantly, predicting conveyor belt blockage and breakdown. Businessware Technologies ML specialists worked on the development of a computer vision solution for cameras installed inside the warehouse. The solution allows our client to automatically detect disruptions in the bottling process that would eventually lead to conveyor belt blocks or faulty products, alert staff, and collect statistics and relevant data.
.png)
#3 Product Delivery
The key problem of logistics is optimization, and machine learning is great at predicting and calculating which routes are the quickest in real-time. Machine learning models can help analyze the historical data on routes that are typically used, detect which areas in which improvements can be made, and build new routes which take less time or effort to transport products.
Gathering statistics in real-time is another important task machine learning can perform. Machine learning systems can collect relevant data and help optimize the number of drivers and other employees in real-time based on current conditions. This is especially important in the gig economy where a lot of workers are employed on part-time bases.
#4 Manufacturing
Manufacturing of goods is an area where the computer vision branch of machine learning shines best. With CV, it is possible to detect quality issues in production at the early stages. With the help of computer vision, security cameras installed in nearly every manufacturing facility can be transformed into powerful tools that can check the quality of the final product, monitor the production process, ensure employee safety, and more.

The two main tasks machine learning systems perform on production sites:
- Predictions. Archival footage of a production line can be used to find what events (and where) usually happen prior to a malfunction. This information can be used to train a predictive model to correct the production process before something goes wrong.
- Remote production line control. Machine learning can help reduce the number of workers present in the facility, and make remote production control easy and effective
Another important task machine learning systems can perform is to detect protective equipment work by the staff present in the production facility, and alert them if they are present in a high-danger zone without the appropriate safety gear.
One of the most promising areas of machine learning applications is the production is predictive maintenance of equipment. ML systems perform continuous real-time equipment assessment, compare it to historical data, and ensure maintenance is performed when needed and not according to a predefined schedule.
The production monitoring system we have developed for a beverage bottling facility assesses the condition of equipment, detecting early signs of a breakdown. For example, bottles are usually filled low due to a degraded or broken water seal, which can lead to a complete production shutdown, causing significant monetary losses. Our system can detect these issues early on and let the client know the equipment needs to be inspected. The system can also detect early signs of malfunction based on abnormal equipment moving patterns, increased vibrations, dirt, or rust.
Daily and monthly reports help to diagnose whether the number of faulty bottles increases over time and which stations produce the most rejects. The client can easily access these metrics through a user-friendly dashboard both on mobile and desktop.
.png)
#6 Customer Service
Customers have high expectations for retailers, how fast their packages arrive and how much information they receive on the delivery status. Thanks to ML, it is possible to predict the delivery status of a parcel taking into account different variables, like weather conditions, how busy the warehouses are at the moment, and more. As a result, customers get more information on the parcel, and the information itself is more accurate, leading to a stronger customer experience.
Machine learning can also offer a better customer experience by analyzing customer behavior. This allows companies better insight into user behavior, helping find points of growth for the company. One of the applications of user behavior analysis are automated ad campaigns: ML system analyses users and their activity on the website, divides them into different groups, and shows ads or promotion campaigns depending on their interest in prior behavior.
#7 Security and KYC
Machine learning algorithms can analyze large amounts of data and detect fraudulent activity. In the supply chain, ML can help detect fraudulent transactions, automate anti-fraud processes, and prevent credential abuse. One of the best ways to prevent these types of abuse is to implement smart KYC practices in your business operations.
KYC, or know your client, is a set of measures that are implemented in order to tell the difference between favorable and unfavorable clients, specifically those with criminal or political connections, criminal records, or any history that otherwise deems them to be a high-risk customer. KYC measures can not only help analyze clients but also analyze workers, for example, by scanning their ID cards when they enter the facility to detect impersonation.
AI-based identity verification is the most failproof and effective method of making sure your clients - or workers - provide the right documents during an onboarding process, registration, entering a building, etc. Facial recognition is introduced to compare the person to their ID and check their identity against various databases.
.jpg)
Another concern is multi-accounts - a situation when one person creates multiple accounts using different documents to abuse your services. A basic level of multi-accounting would be a user creating multiple accounts using multiple email addresses. More sophisticated cases would see fraudsters using emulators, virtual machines, proxies, or mobile networks to leverage fresh IP addresses, as well as using stolen data or synthetic identities. Multiple accounts can be used to spam the users of the service, leave scammer reviews to damage the business reputation, and spam discount codes and offers at scale.
One of the best ways to combat multi-accounting fraud is to implement facial recognition so that each account is associated with a real face. Facial recognition algorithms are notoriously difficult to fool, they work well even with identical twins. If a person will attempt to create a second account using fake, stolen, or synthesized data, the facial recognition algorithm will detect the multi-accounting attempt and prohibit the user from proceeding.
#8 Business
From a business perspective, ML can provide insights into business operations and help optimize and accelerate decision-making. Machine learning uses complex algorithms to process large volumes of data and provides optimal solutions so that business leaders can make informed decisions.
For example, finance analysis can help to monitor how money is spent during business operations and quickly find ways to optimize, either by reducing or hiring more staff, expanding or shrinking business hours, etc.
#9 Marketing
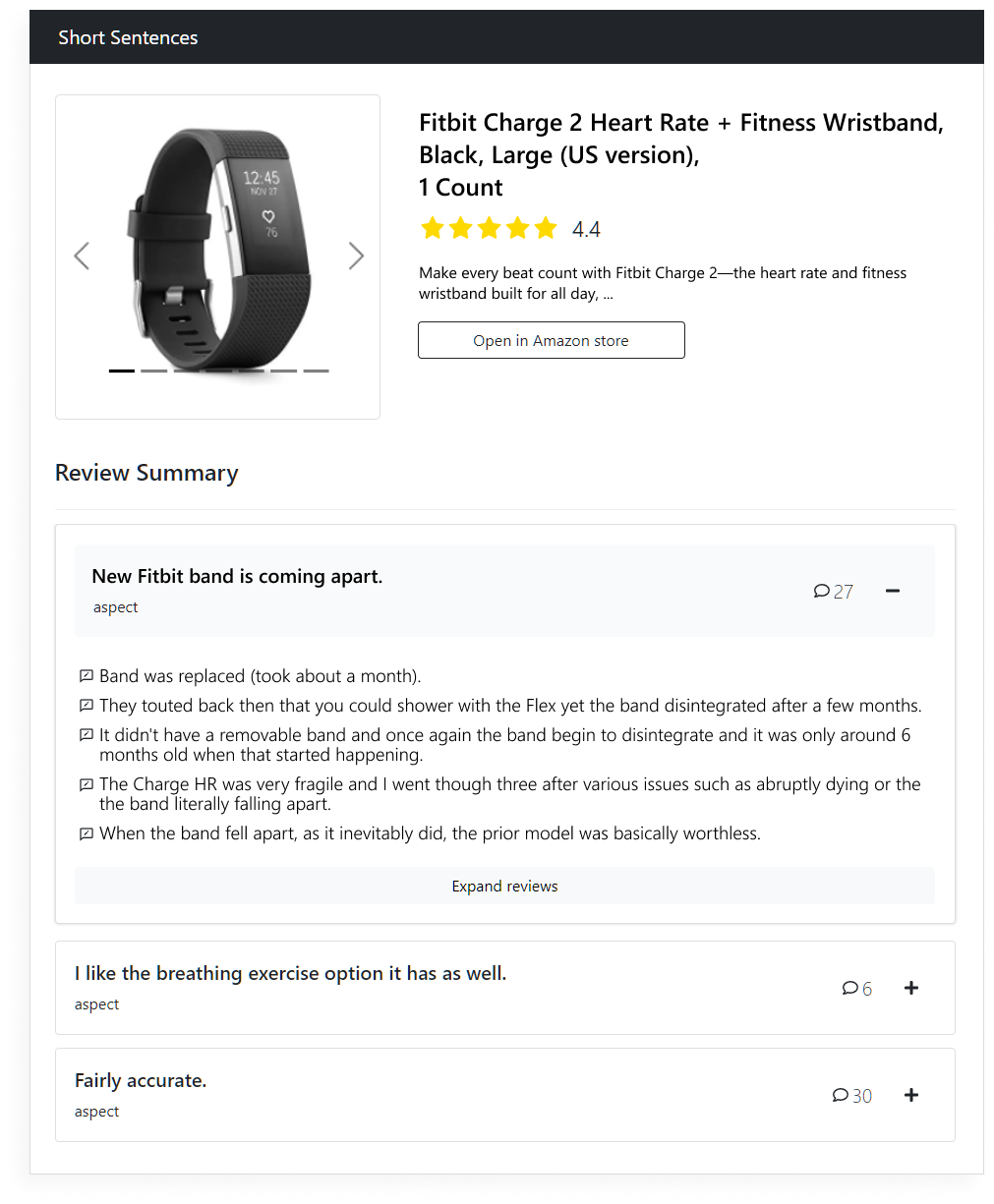
Combined with high-quality data, AI can be a strong tool for market research. Many businesses have had great results after implementing AI into their marketing operations, either by automating existing tasks or introducing entirely new concepts and data. One of the most popular applications of AI in market research is customer sentiment analysis and social media analysis.
Investigations of the business’ core audiences can help improve marketing and advertising efforts by making them more personalized, and making marketing materials ‘speak the customer language’. Artificial intelligence systems can analyze large amounts of data, like product reviews and social media posts, to extract important insights. Reviews of products on popular online marketplaces like Amazon can be analyzed to see what people like and dislike about competitors' products, which can help create more effective marketing texts and product descriptions.
Analyzing social media can not only help to understand your customers better but also automate social media post generation. Marketing agencies can utilize AI to quickly generate human-like texts in a matter of seconds, making it possible to help more clients.
Personalized advertisement is becoming a reality and is no longer a thing of the future. AI is used to target each individual user and provide them with the ad they are more likely to click, as well as to predict how effective an advertising campaign will be with a certain group of people. A subset of AI, natural language processing (NLP) which deals with the analysis and generation of human language, can help personalize messages at scale. NLP-based tools can read consumers' messages and use the data to generate a contextual response through natural language generation.
How To Make Machine Learning Work For Supply Chain Management
Here are 3 main steps you need to take in order to successfully implement machine learning in supply chain management.
1. Understand your supply chain’s structure
Before implementing any new technology into your business you need to evaluate the structure of your business, in this case - of the supply chain. Some of the points you need to assess are:
- detect the most critical parts of your supply chain
- perform an in-depth analysis of the suppliers you work with
- assess how fragile your supply chain is, i.e. how affected it can be by drastic changes in the economy or the market
- identify risk factors and bottlenecks
- perform competitor analysis, see how similar your business is to theirs and at which points you differ from the rest
- assess how secure, both offline and online, your supply chain is
- evaluate how ready you are for the technology
2. Establishing transparent business KPIs and calculating ROI
Before you dive head first into developing an AI system for supply chain management, you need to calculate how beneficial AI will be and what the return on investment will be, both short-term and long-term.
It is also important to prepare a detailed plan which will outline your goals and project requirements. This way you can be sure that what you have in mind is achievable with the current level of machine learning advancement. Every great project starts with an idea. It needs to be tested and assessed to determine if it is feasible and worthy of time and money investments. We at Businessware Technologies perform AI validation: we build prediction models, and create and test a prototype of the system so that you can have an understanding of how well ML will work for you.
Need AI product developers?
If you have an idea for how AI can help your business’s marketing strategy, contact our AI consulting team to start a conversation.
3. Ensuring an effective ML development process
How successful the implementation of ML into supply chain management will be is determined by the following factors:
- a team of professionals with extensive experience in developing ML models in your field of business
- tech stack right for your project
- ML model right for your project
- a high-quality, well-balanced dataset
- optimal model training and testing
- model testing on real-life data
Conclusion
There are a lot of use cases of machine learning in supply chain management. In this article, we have listed the ones that bring the most value to supply chain professionals and make their businesses more competitive in the changing market. Managing a large network of manufacturers, suppliers, and retailers is a difficult task, but AI and machine learning can help optimize all stages of supply chain management. ML systems directly manage manufacturing and warehouse facilities, optimize logistics and product delivery, improve customer service, make decision-making easy and well-informed, and automate marketing.